Noticias Proveedores 4
11/11/2019Noticias Proveedores 5
11/11/2019Noticias Proveedores 1
Un día a principios de 1974, los entonces editores de The FABRICATOR examinaron un manuscrito sobre una tecnología de vanguardia que había tardado años en el laboratorio pero que entonces estaba empezando a figurar en el taller de fabricación. Al lado de una foto granosa de un láser de CO2 de 500 watts montado en una máquina de corte con oxicombustible, el artículo decía: “Ahora, después de todos estos años de promesa, los láseres se han convertido en una herramienta aceptable para trabajar metales”.
Con esta afirmación se quedaron cortos. Después de todos estos años, el láser domina la fabricación con precisión de chapa metálica. En parte, éste floreció por su capacidad de cortar cualquier forma en cualquier orientación. Los arreglos de nido en un láser de cama plana en un taller con trabajos en bajo volumen y alta mezcla de productos se parecen a una obra de arte.
Por supuesto, conforme crecen los volúmenes de los pedidos, el corte láser tradicionalmente ha tenido menos sentido, económicamente hablando. Esto siguió siendo el caso incluso cuando el láser de fibra conquistó al mercado hace más de una década. Un láser de fibra fantásticamente rápido se ve increíblemente productivo, pero el cabezal de corte todavía requiere trazar el perfil de la parte.
Una prensa estampadora puede cortar el perfil de una pieza en un momento, de ahí el dominio de la prensa estampadora en piezas planas en alto volumen, particularmente en la industria automotriz. No hay manera de que un láser pudiera superar a una línea de estampado tradicional con prensas estampadoras mecánicas—¿Verdad?
No necesariamente. Las líneas de corte de pieza plana con láser han encontrado uso con algunos pioneros en todo el mundo, incluyendo a SET Enterprises, un centro de servicios de metal con sede en Michigan. En 2016, Daimler instaló dos líneas de corte de pieza plana con láser en la planta de Mercedes-Benz en Kuppenheim, Alemania. A principios de este año, otra línea de corte de pieza plana con láser empezó producción en otra planta de Mercedes-Benz en Alemania, y hay una cuarta línea en su etapa de en-samble.
Las más recientes líneas de corte de pieza plana con láser exhiben la flexibilidad “sin herramientas” que la mayoría de los fabricantes de metal con láseres de corte de cama plana ha disfrutado durante años. Sin embargo, algunas líneas de corte con láser también igualan, y a veces exceden, la velocidad de muchas líneas de estampado basadas en prensas, instaladas por todo el mundo. Eso es una proeza que los editores de The FABRICATOR en 1974 probablemente no podrían haber imaginado.
Algo de historia
El término de corte de pieza plana con láser no es nuevo, pero puede crear confusión, especialmente para quienes son ajenos a la cadena de suministro automotriz. De ninguna manera está relacionado con “piezas soldadas a la medida”, a veces denominadas “piezas soldadas con láser”, en donde diferentes perfiles cortados son unidos por soldadura láser para crear una sola pieza que tiene propiedades hechas a la medida para la aplicación.
El concepto detrás del corte de pieza plana con láser en Estados Unidos se remonta a la década de 1990. Con el final del milenio, un consorcio de varias compañías llamado Laser Blanking Central hizo una pregunta que, en retrospectiva, se adelantó a su época: ¿y si una prensa estampadora pudiera ser reemplazada por un sistema de corte láser alimentado con rollo?
El grupo, que incluía compañías como DCT en Sterling Heights, Michigan, y Alabama Laser Systems en Munford, Alabama, junto con expertos en láser como Charles Caristan (actualmente miembro del equipo técnico en Air Liquid), desarrollaron algunos conceptos iniciales. Un rollo sería alimentado a un nivelador de precisión, luego a una cama de corte láser, después de lo cual robots u otros servicios descargarían las partes cortadas y (cuando fuera necesario) removerían el esqueleto. Desde entonces los avances tecnológicos, que incluyen el láser de fibra de alta luminosidad, han hecho ese concepto una realidad.
¿Por qué corte de pieza plana con láser?
La industria automotriz de la actualidad tiene más variación de modelos que nunca, lo cual por supuesto ha hecho que los cambios de dados sean un objetivo para la mejora. El cambio de dados en un minuto (SMED, por sus siglas en inglés) es una excelente idea, pero es mucho mejor que no haya dados que cambiar.
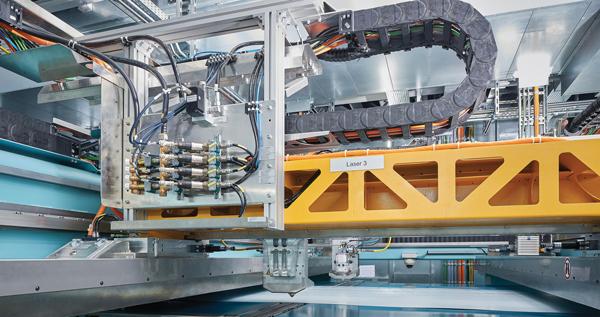
Cada una de las tres cabezas láser del sistema tiene su propio pórtico.
Un dado estampador es más rentable cuando produce piezas con líneas y ángulos rectos. Un láser prefiere trabajar con una pieza contorneada, donde la cabeza de corte nunca tenga que desacelerar por completo, girar, y acelerar alrededor de una esquina aguda – y resulta que muchas de esas formas contorneadas ayudan a la formabilidad en una prensa estampadora, particularmente para el proceso de embutido. Indepen-dientemente de la forma de la pieza, el corte de pieza plana con láser permite a los ingenieros hacer ajustes para un mejor formado.
Los carros y camiones del futuro además necesitarán ser más ligeros y más seguros, de ahí la demanda de aceros avanzados y otros materiales de alta resistencia al parecer con relaciones cada vez mayores de resistencia-espesor. Estos materiales no son adecuados para dados de estampado. Al láser, por otro lado, no le importa la resistencia a la tensión de un material, sólo el espesor y la capacidad del grado del material para absorber la energía del láser. El corte de pieza plana con láser no elimina todos los problemas relacionados con materiales de alta resistencia—el material alimentado en rollo sigue necesitando ser nivelado antes de llegar a las cabezas de corte láser—pero eliminar el dado de estampado sí mitiga un buen número de obstáculos técnicos.
Un baile con mucha coreografía
Andreas Heuer, jefe de tecnología de formado en Mercedes Benz para las plantas de Gaggenau y Kuppenheim, empezó a ver el proceso por primera vez por razones puramente pragmáticas: la compañía no deseaba alterar su planta existente para hacer espacio para grandes bases de máquina, fosos de desenrollado, y una bahía alta para las grúas aéreas requeridas para cambiar los dados de estampado.
“No tenemos necesidad de espacio adicional para almacenamiento de dados, y ya no necesitamos grúas aéreas para cambios de dado”, dijo. “La alta flexibilidad que conlleva esta tecnología también es muy benéfica para nosotros, porque tenemos un número creciente de tipos de vehículos”.
“El corte de pieza plana con láser también ha simplificado los cambios geométricos durante la introducción de nuevos juegos de dados para formado”, continuó Heuer, y agregó que algunos cambios en la geometría de las piezas habían ayudado a los procesos de embutido corriente abajo. “Para algunos juegos, creamos de seis a ocho geometrías de piezas diferentes. Esto nos ha permitido implementar cambios rápidamente sin interrumpir la producción en curso”.
Daimler está usando actualmente el corte de pieza plana con láser para producir varios componentes exteriores de la carrocería estéticamente críticos. “La planta está alcanzando en algunas aplicaciones una velocidad de hasta 60 metros por minuto”, dijo Manuel Hunger, director de ventas de Schuler, con sede en Alemania, que diseñó y construyó las líneas de corte de pieza plana con láser de Daimler. “Por ejemplo, la línea produce más de 40 cofres por minuto”.
“Cortamos piezas para todas las partes exteriores de carrocería y partes estructurales más grandes para la carrocería de ca-rros y camiones Mercedes-Benz”, continuó Heuer. “Usamos los grados típicos usados por otros fabricantes de carros, como acero galvanizado y aluminio, con espesores de 0.65 a 1.5 mm”.
Ver en acción la línea de corte de pieza plana con láser de la planta es como observar un baile con mucha coreografía, con cada componente electrónico y mecánico desempeñando una parte crítica. Un rollo se carga en un sistema de desenrollado dual mientras que el rollo previo está en proceso. Si el nuevo material lo requiere, los casse-ttes del nivelador de rollos de precisión se cambian automáticamente en unos cuantos minutos. Cuando se necesita un cambio de rollo, el desenrollador levanta y presenta el nuevo rollo, el cual es alimentado con holgura (sin foso de desenrollado) a través del nivelador y hacia el sistema de corte láser.
El ambiente de trabajo del corte láser tiene tres cabezas de corte láser, cada una con una fuente de potencia de láser de fibra IPG de 4 kW. Las cabezas se mueven en la dirección X así como en la dirección Y (a través de la tira).
Hunger dijo que tener tres cabezas de corte láser da un buen balance. Tener menos cabezas ralentiza la velocidad de corte de pieza plana, mientras que tener más cabezas lleva a un número excesivo de perforaciones, aceleraciones y desaceleraciones, simplemente debido a que cada cabeza láser cortaría sólo una pequeña porción del nido que pasara debajo de la misma. Y como parte de una chapa alimentada continuamente, el nido está realmente “pasando debajo” del láser.

Las partes cortadas son apiladas, transportadas fuera del sistema y acomodadas, listas para ser transportadas corriente abajo.
La tecnología central del corte de pieza plana con láser radica no en el corte láser en sí, sino en lo que ocurre abajo de la ranura. La tira necesita mantenerse moviéndose, tener espacio debajo para evacuar material fundido, y permanecer totalmente soportad—todo al mismo tiempo.
Para que esto ocurra, los sistemas de corte de pieza plana con láser hacen un uso inteligente de bandas transportadoras telescópicas. En los sistemas de corte de pieza plana con láser de Daimler, dos bandas transportadoras anchas—una adelante de la(s) cabeza(s) láser activa(s) y una atrás, colocadas con una separación consistente entre éstas—se mueven hacia adelante y hacia atrás en la dirección X (con el flujo de material y en contra de este flujo), sincronizadas con la acción de corte. Esto asegura que el sistema mantenga siempre una separación consistente debajo de la acción de corte, donde la gravedad y un vacío jalan material fundido, partículas y humo del corte en sí. Scheler llama a este sistema sincronizado de extracción de humos y banda transportadora “Tecnología DynamicFlow”.
Remoción del nido y apilado
Después del corte viene el desanidado y el apilado, dos elementos críticos en los cuales el corte de pieza plana con láser no tendría mucho sentido. Sí, algunos sistemas de corte de pieza plana con láser se han vuelto tan rápidos en ciertas aplicaciones que están superando a algunos sistemas de estampado convencionales, pero ese hecho no significa mucho si las piezas tuvieran que ordenarse manualmente.
Como explicó Hunger, el corte de pieza plana con láser tiene varios escenarios de desanidado, donde las partes buenas se separan del sobrante. El primero involucra trabajos que cortan nidos que no dejan sobrante en absoluto. Los cofres cortados con láser de Daimler, corte de línea común uno tras otro, son un buen ejemplo. Las piezas del cofre abarcan todo el ancho de la tira, salen de la celda láser, pasan a través del proceso de limpieza, luego son enviados a bandas transportadoras separadas hacia los apiladores de alto desempeño que son similares a los usados en las líneas de estampado tradicionales.
“Estamos haciendo esto en Daimler debido a que el almacenamiento por robot no es lo suficientemente rápido para la aplicación”, dijo Hunger.
Otro escenario de desanidado involucra un nido con sobrante que cae en una operación denominada “liberación por grave-dad”, la cual ocurre fuera del ambiente de trabajo del láser. Este método funciona sólo si el sobrante es orientado y formado de manera que caiga fácilmente de la tira.
A partir de aquí, el apilado puede ocu-rrir en una de dos maneras. Si la orientación de la parte lo permite, y la liberación por gravedad ha demostrado ser confiable, entonces las partes cortadas pueden fluir directamente hacia los apiladores, justo como lo harían en una situación sin sobrantes, mientras que el sobrante cae en una rampa de sobrantes y va hacia un contenedor. De manera alternativa, una serie de robots pue-de quitar las partes del esqueleto y transportarlas sobre la rampa de sobrantes hacia una banda transportadora que va hacia el apilador.
Limpieza en el corte de pieza plana
Daimler corta partes exteriores de carrocería estéticamente críticas, de ahí la necesidad de un proceso de limpieza de piezas basado en cepillo después del corte láser. “La contaminación por suciedad y polvo eran nuestras principales preocupaciones”, dijo Heuer, y agregó que incluso sin el paso de limpieza extra, el proceso dejaba “sólo un poco de polvo que sería irrelevante para los siguientes pasos de nuestro proceso”.
“Hasta ahora, podemos decir que el equipo, como las líneas de estampado tradicionales, necesita limpieza frecuente para asegurar la limpieza de las piezas. Actualmente hacemos una limpieza estándar dos veces a la semana y una limpieza intensiva cada medio año de todas las bandas transportadoras”.
“Para reducir la limpieza manual de la línea, cada banda transportadora puede estar equipada con una unidad de limpieza de cepillos”, agregó Hunger.

Andreas Heuer, jefe de tecnología de formado en Mercedes-Benz para las plantas de Gaggenau y Kuppenheim, manejó la transición de la planta de Kuppenheim a corte de pieza planaa con láser, la cual inició en 2017. Foto cortesía de Daiamler AG.
El futuro del corte de pieza plana con láser
De acuerdo con Hunger, las líneas de Daimler están alcanzando niveles generales de efectividad del equipo (OEE, por sus siglas en inglés) arriba del 75 por ciento. “Nunca hemos podido llegar a dicho nivel en una línea de estampado convencional”, dijo.
Al ser usuario pionero, Heuer ve al corte de pieza plana con láser convirtiéndose eventualmente en el proceso de estampado dominante en la industria automotriz. “En mi opinión, el corte de pieza plana con láser sustituirá al estampado convencional. La tecnología es una manera moderna e innovadora de optimizar el proceso de estampado y aumentar las eficiencias. Y los dados que son optimizados para geometrías de piezas de láser ayudarán a hacer el corte de pieza plana con láser más benéfico”.
¿Qué pasa con otras áreas de la fabricación de metal? De acuerdo con Hunger, la tecnología eventualmente podría hallar aplicación en centros de servicio fuera de la cadena de suministro automotriz, e incluso en fabricantes grandes de chapa metálica, particularmente aquéllos que consumen una gran cantidad de ciertos grados y espesores de materia—suficiente para comprar un rollo por vez.
Los cambios de rollo y de cassette-nivelador ofrecen una acción rápida de un material a otro. Daimler, por ejemplo, usa un proceso automatizado en el cual un ope-rador inspecciona el material e inicia el cambio.
Los elementos críticos son el desanidado y el apilado. Como lo explicó Hunger, ciertas estrategias de desanidado automatizado en un cortador de pieza plana con láser pue-
den seguir algunas de las estrategias del desanidado automatizado desde un láser de cama plana. Por ejemplo, las partes más pequeñas pueden estar unidas entre sí con lengüetas y ser levantadas por el robot como una unidad.
Por supuesto, los volúmenes de partes necesitan ser adecuados. “El sistema de corte de pieza plana con láser no es ideal para manejar muchas formas diferentes al mismo tiempo”, dijo Hunger, y agregó que también requiere que las partes sin lengüetas sean al menos de 250 mm de largo o de ancho.
Por supuesto, los talleres de prototipos y alta mezcla y bajos volúmenes, es muy pro-bable que no vean uso para dicho equipo de corte de pieza plana con láser en el futuro inmediato. Sin embargo, si el volumen de partes aumenta, la historia podría cambiar. Si la mezcla de un fabricante o de un centro de servicio de perfiles cortados puede desanidarse de manera confiable, apilarse y enviarse rápidamente corriente abajo, el corte de pieza plana con láser entonces se vuelve una posibilidad nada desdeñable.
Al editor principal Tim Heston se le puede contactar en timh@thefabricator.com.
Fuente: https://www.thefabricator.com/thefabricatorenespanol/article/finishing/el-corte-laser-llega-a-los-oem-fabricantes-de-equipo-original-automotrices